
For any processing plant that involves liquid processing at some level to correctly produce the desired end product, distillation is bound to be needed in the process. Distillation is the most critical part of the various liquid control and monitoring systems that are in place to ensure optimum chemical composition and quality of the liquid. The results or outcomes of the distillation process directly influences the quality of the end-product that is being manufactured at the processing plant.
Types of Distillation
Distillation is the process of separating the components or substances from a liquid mixture by using selective boiling and condensation. Distillation can achieve complete separation (for highly pure components), or a partial separation, that effectively increases the concentration of the desired components in the mixture. In either case, the process exploits differences in the relative volatility of the mixture’s components.
There are 5 known ways to conduct the distillation process;
- Simple Distillation- This process involves purifying a liquid mixture by heating it in a distillation flask and bringing the liquids to their boiling points. The liquid with the lower boiling point will evaporate and the vapours can be collected in condensation flask.
2. Double distillation: This process involves repeated distillation on the collected liquid, in order to enhance the purity of the separated compounds.
3. Steam Distillation: In this process, steam is introduced to the apparatus and the temperature of the compounds are depressed by vaporizing them at lower temperature. This is done to distil temperature sensitive compounds without damaging/decomposing them.
4.Vacuum Distillation: Vacuum distillation is a special method of separating compounds at a pressure lower than the standard atmospheric pressure
5.Fractional Distillation- This process is almost same as the Simple Distillation, but the mixture is divided into fractions and then distilled using a special column called fractional columns or distillation columns.
Out of all, the Fractional Distillation process is known to be the most effective one. It requires a relatively simple setup and has shown some considerable benefits, especially when it comes to liquid processing in large-scale plants.
Here are a few advantages of fractional distillation;
- It is highly fuel efficient
- The setup is quite easy to implement
- Works for any type, size or scale of industry
- Can handle all types liquid waste streams
- Easier to separate miscible liquids
Distillation in industries:
Distillation serves as the backbone of most processing plants across all industries. It is one of the most important steps in the manufacturing of gasoline, diesel and bio fuels. Distillation columns or fractionating columns are widely used as they facilitate optimum results for strict industrial requirements.
A few industry examples in which distillation is used as a core step;
- Crude oil refineries: Crude oil is made up of thousands of liquid hydrocarbons, in which hundreds of other solid based hydrocarbons are dissolved. The oil is distilled into liquid fractions with different boiling point ranges which are then further processed.
- Liquid processing: Distilled water is commonly used in most parts of the world for drinking purposes, as well as for use in the manufacturing other beverages. Hence, it plays a big role in wastewater treatment. Alcoholic beverage production also uses distillation to increase the concentration of ethyl alcohol, giving greater potency and flavour.
- Healthcare: Drug manufactures desire an extremely high consistency in quality, which can be manufactured in industrial quantities economically. Distillation gives pharmaceutical companies a comprehensive control over purity and consistency, and enables them to produce large amounts of the desired substances.
- Bio-fuels: Distillation is also used in Bioethanol production. Unlike fossil fuels, bio-fuel is made from organic substances like starch and sugarcane, which contain water. Distillation helps in extracting the biofuels from the organic solids and purify them further.
- Food Processing: Steam distillation is typically used in the food industry for the preparation of some volatile oils. It is also used in the removal of some taints and flavours from edible fats and oils.
Praj industries is a major manufacturer of distillation columns, and one of the most prominent Corn Ethanol Producers in India with over 30 years of industry expertise.
From pioneering Bioethanol production technology to mastering Zero Liquid Discharge systems, Praj industries offers a plethora of high-tech engineering solutions. like scrubbing, Ultrafiltration Equipment and evaporation systems, that are highly customized and match international standards of quality and output. To learn more about Praj’s complete offerings, kindly visit www.praj.net
 Heat exchangers are a critical part of
Heat exchangers are a critical part of 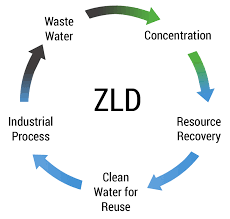
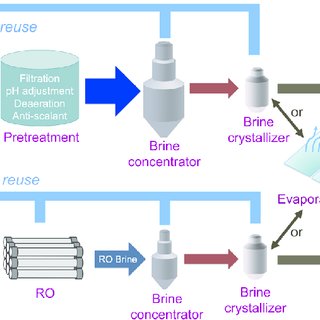 Zero Liquid Discharge or ZLD is widely used for
Zero Liquid Discharge or ZLD is widely used for 